Moving the Material - Injection Molding
Material Moving In The Runner
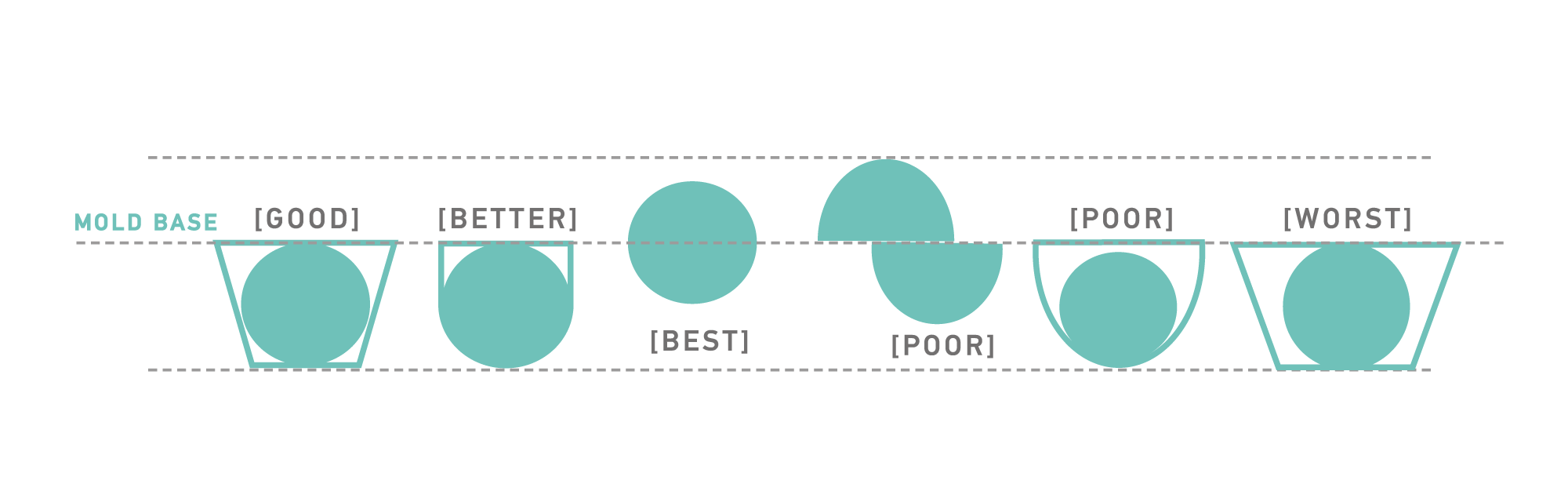
As shown above, the best selection on the runner is fully rounded and centered to the mold base.
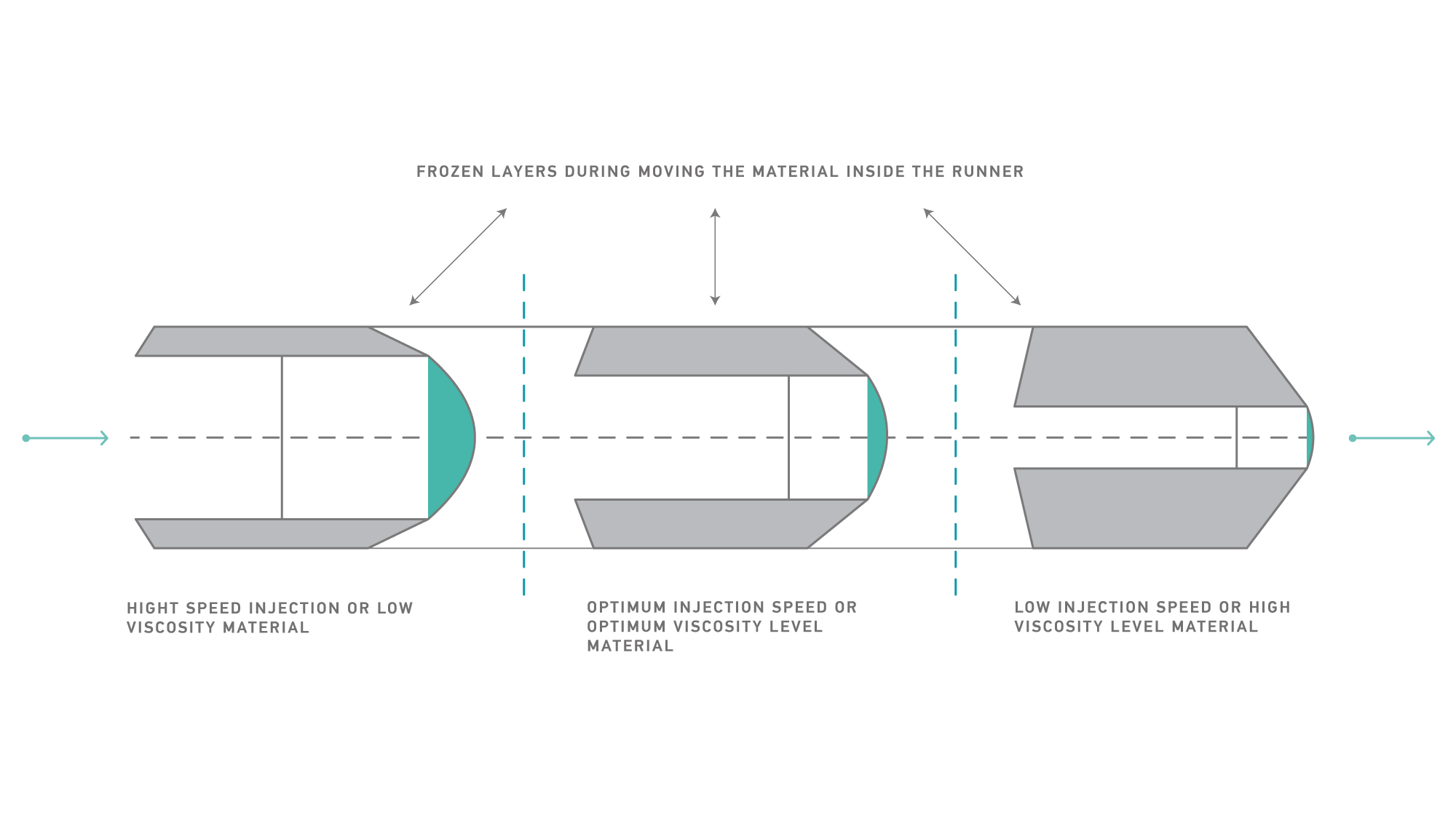
During injection, the injection speed and material viscosity are two of the most important factors to effect the molding quality. If the material is a low viscosity material, do not use an excessive injection speed. High speeds generate high shear rates, and the material gets hot on the runner and the temperature will exceed the degradation level. In this case the material would adhere to the cavity wall aſter injection. If the material is sticking to the mold, reduce the injection speed gradually.
Material Moving In The Mold
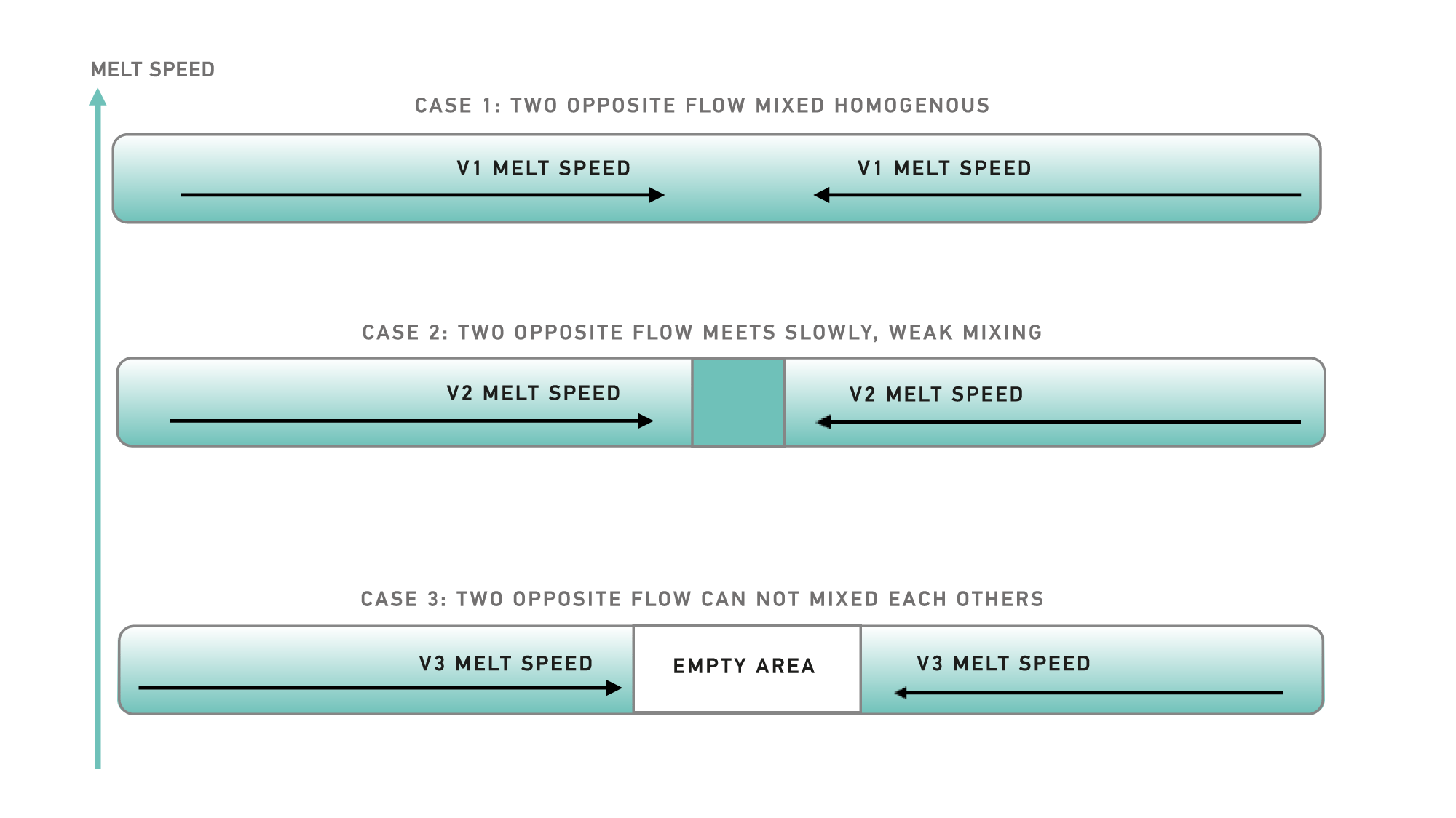
Case 1: Due to the optimum melt speed, the two opposite flow channels meet seamlessly without any weak areas.
Case 2: The same material with a low melt speed causes weak mixing. Cold Weld Line
Case 3: The same material with very low melt speed causes an empty area due to not joining flow fronts. Short Shot
Why Melt Speed Is Low?
-
Low injection speed:
During the filling phase while the injection goes to the cavity through the flow path, the melt cools over time. This is why the material must cool as fast as possible. Otherwise the melt cools prematurely, and there will not be homogenous mixing at the intersection line of the two separate flows. -
High viscous material:
The material viscosity might be higher than normal. In this case the material runs slowly in the flow path despite the injection speed increasing. -
Low mold temperature
If the mold temperatures are lower than normal, the material cannot flow in the mold. It can make a wavy surface on the part. -
Improper gate location
Gate
Low gate diameter:
Causes injection speed pressure loss in the cavity. -
Insufficient melt temperature:
A lower melt temperature causes higher viscosity.
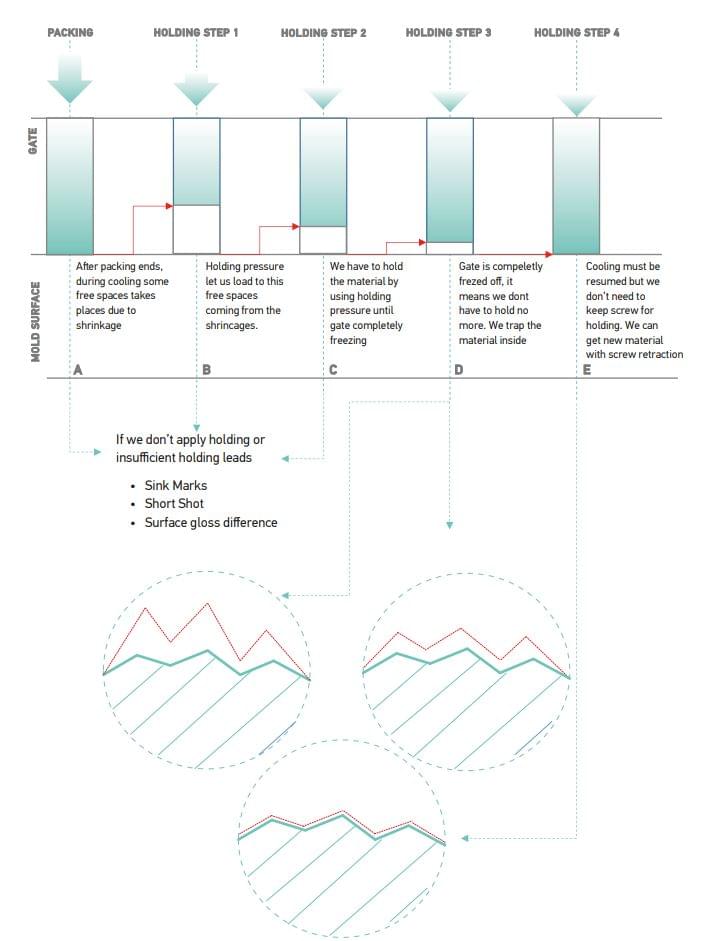
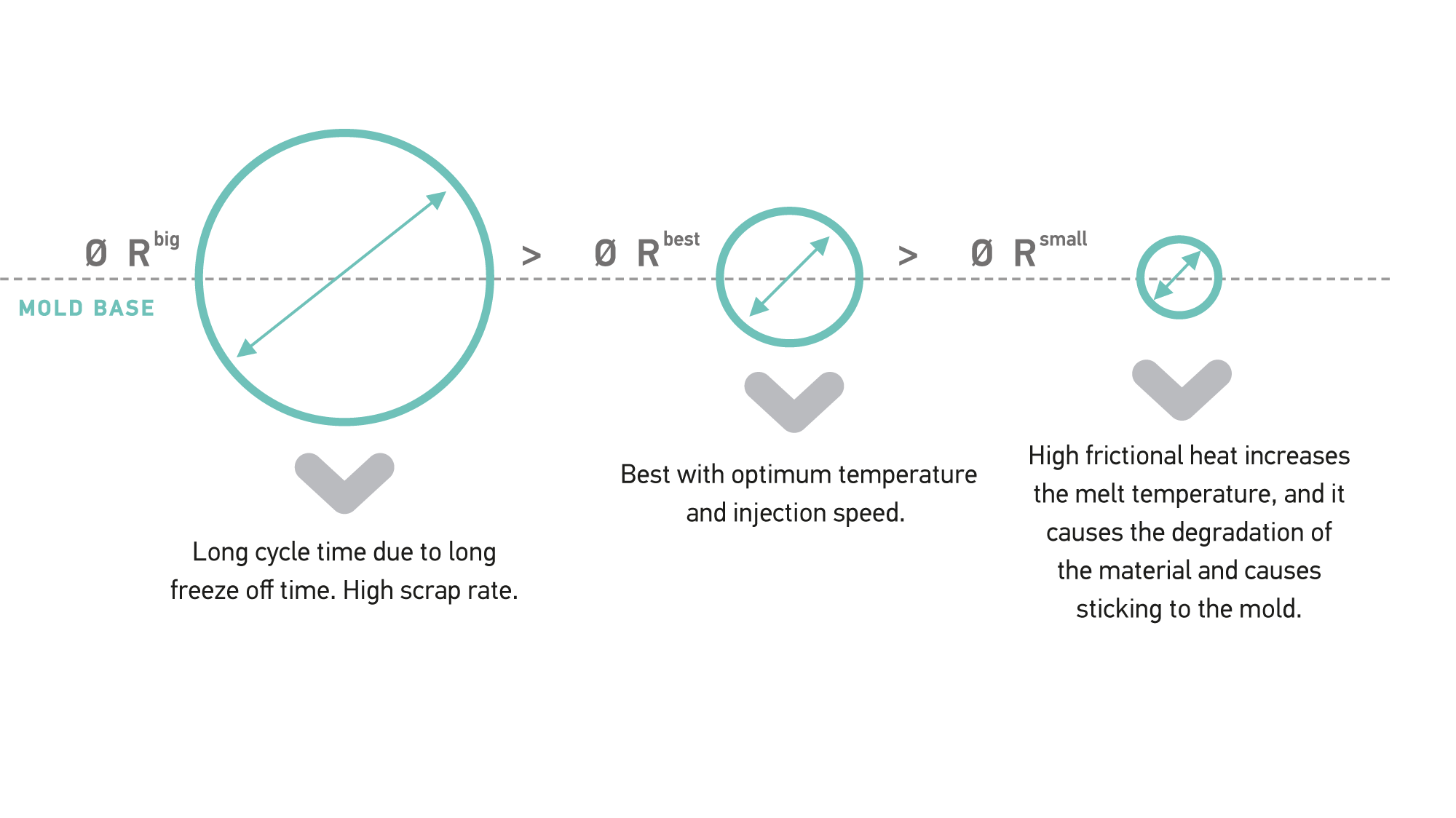
Why Gate Diameter Is Important During Gate Sealing?
Hold the material aſter the packing phase until the gate is completely frozen. Otherwise the liquid material goes back inside the runner over the gate. This is why the gate diameter is so important because it must freeze completely. A larger gate diameter increases the holding time. A lower gate diameter leads to premature freezing.
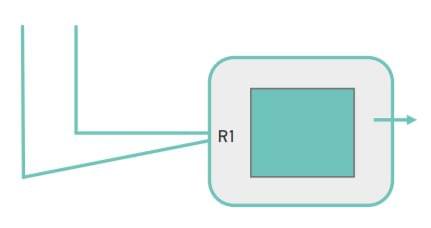
The gate diameter is lower than normal. That means the material is still hot enough even if the gate is completely sealed. Due to the lower diameter, the gate froze earlier than normal, and the press must push some material when the hot material cools down. In this case aſter injection, there would be voids inside and at the same time some areas would collapse.
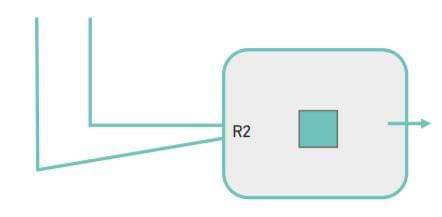
The gate diameter is still not sufficient because there are some areas that must be cooled. Increase the diameter gradually.
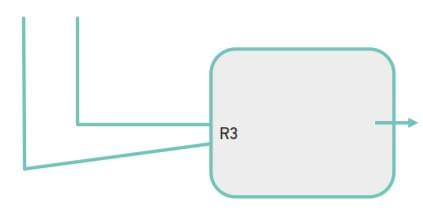
This is the best diameter. There would not be any warpage because, aſter gate sealing, there are no hot areas.
A higher gate diameter increases the gate sealing time so the cycle time will be greater.